Kaynak Saplamaları, kaynak çivileri, kaynak pimleri ve İçten Dişli Kaynak Saplamaları gibi metal bağlantı elemanlarının, makina yardımıyla yıldırım hızında bir ark oluşturularak başka bir metal nesneye kaynak yapılmasını sağlar.
Sapın ucu ile iş parçasının yüzeyi arasında, her iki parçayı eriterek bir ark üretilir.
Saplama daha sonra erimiş havuza takılır.
Malzeme katılaşır ve saplama kaynak edilir.
Kaynak eşittir ve flanş boyunca tam füzyona sahiptir.
Kaynak saplamanın tüm yüzeyi iş parçası ile birleştirildiğinde, elde edilen kaynak bağlantısı saplama veya ana malzemeden daha güçlüdür.
Tabakta delikler açılmamış olduğundan, iş parçası zayıflamamakta ve korozyon sorunları en aza indirgenmektedir.
Saplama kaynağı yapılırken, sadece bir taraftan erişim gereklidir, bu da özellikle bir topraklama bağlantısı ile ilgili olarak, parça işlemenin önemli ölçüde kolaylaştırıldığı anlamına gelir.
Sızdırmaz, deliksiz ve dekoratif birleştirme tekniği birçok günlük nesnede kullanılır ve kullanımlarını kolaylaştırır.
Kahve makineleri, pişirme tencereleri, düz ütüler, buharlı pişiriciler, otomobillerde, asansörlerde, çatılarda daha birçok alanda saplama kaynağı olmadan yapmak zor olacaktır.
|
|
|
|||
|---|---|---|---|---|
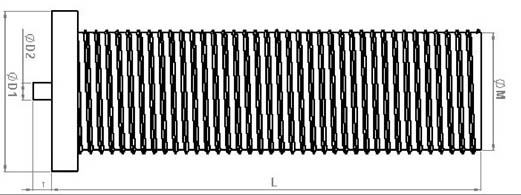
| Perçin Çapı M |
PERÇİN BOYU L |
MEME UZUNLUĞU T |
MEME ÇAPI D2 |
KAFA ÇAPI D1 |
| M3 | 6,0-30,0 | 0,7-1,4 | 0,9 | 4,5 |
| M4 | 6,0-30,0 | 0,7-1,4 | 0,9 | 5,5 |
| M5 | 6,0-50,0 | 0,8-1,4 | 0,9 | 6,5 |
| M6 | 8,0-50,0 | 0,8-1,4 | 0,9 | 7,5 |
| M8 | 10,0-70,0 | 0,8-1,4 | 0,9 | 9,0 |
| M10 | 25 | 0,8-1,4 | 0,9 | 11,0 |
|
Malzeme : Bakır Kaplı Demir / Paslanmaz / Alüminyum |
||||
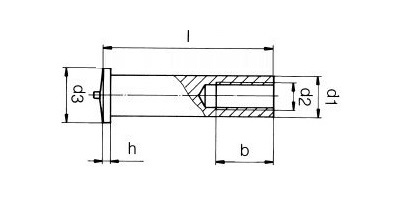
İÇTEN DİŞLİ KAYNAK SAPLAMASI
 |
|
|||||
| Perçin İç Diş Ölçüsü d2 |
Perçin Boyu L |
Gövde Çapı d1 |
Diş Boyu b |
Kafa Çapı d3 |
Kafa Kalınlığı h |
Meme Çapı |
| M3 | 6-30 | 5,00 | 5,00 | 6,50 | 0,80-1,4 | 0,9 |
| M4 | 6-35 | 6,00 | 6,00 | 7,50 | 0,80-1,4 | 0,9 |
| M5 | 10-40 | 7,10 | 7,50 | 8,50 | 0,80-1,4 | 0,9 |
| M6 | 10-30 | 8,00 | 8,00 | 9,00 | 0,80-1,4 | 0,9 |
| M8 | 15-40 | 10,80 | 10,00 | 11,20 | 1,80-2,5 | 0,9 |
| Malzeme : Bakır Kaplı Demir / Paslanmaz / Alüminyum | ||||||